Klingel utilizza il sistema ACCRETECH di riconoscimento della concentricità per garantire la qualità dei componenti per automotive
Per Klingel, fornitore di componenti meccanici per l’industria automobilistica, i trucioli compromettevano l’esatta concentricità degli utensili di perforazione nei sistemi di lavorazione Brother. Il sistema di misurazione Inline ATC oggi garantisce il rispetto delle tolleranze sui diametri dei fori.
“L’importanza dei controlli di qualità, negli ultimi anni, è aumentata sempre di più.
I clienti sono sempre più esigenti riguardo alla qualità dei componenti, con tolleranze sempre minori. È aumentata anche la richiesta di documentazione: dobbiamo dimostrare dettagliatamente di produrre secondo processi sicuri e conformemente alle direttive di qualità da essi fornite”. Hansjörg Brenner, manager di Klingel, spiega così l’importanza della qualità per i fornitori del settore automotive.
“Per soddisfare le esigenze dei nostri clienti non sono più sufficienti report di controllo solo su alcuni pezzi iniziali, test a campione e controlli visivi”.
Klingel è una società tedesca che occupa circa 300 dipendenti, con sede principale a Waiblingen: il suo core business è la lavorazione in serie di componenti pressofusi per l’industria automotive. Ad esempio, i forcelloni in alluminio pressofuso che Klingel produce da un anno e mezzo per un importante fornitore dell’industria automobilistica – ad un ritmo di 2100 pezzi al giorno. Il forcellone è una parte del piantone dello sterzo dell’autovettura: l’albero dello sterzo, che trasmette il momento sterzante del conducente tramite il volante, è collegato al forcellone affinché il conducente possa spostare l’altezza del piantone dello sterzo come desidera.
La parte principale della lavorazione dei forcelloni avviene su due fresatrici Brother: su ogni pezzo viene eseguita una serie di fori il cui diametro deve rientrare esattamente nella tolleranza stabilita: 18 µm per i fori da 12 mm di diametro e tra 5 e 6 µm per gli altri fori. “Quando queste tolleranze non sono rispettate, alcune boccole non possono più essere pressate all’interno in modo corretto, ovvero non si riesce a montare correttamente il forcellone”, sottolinea Brenner.
In passato accadeva spesso, soprattutto ad inizio produzione, che i fori fossero troppo grandi, e quindi che i componenti non soddisfacessero gli standard di qualità del cliente. Per risolvere il problema, Klingel aveva assegnato alla produzione due addetti al controllo qualità, che verificavano con una sfera di prova che i fori principali fossero del diametro corretto. Inizialmente le prove venivano eseguite a campione, ma successivamente fu necessario estenderle a tutta la produzione. “Controllare il 100% dei pezzi prodotti era davvero troppo oneroso, sia in termini di costo che di tempo” ricorda Brenner. “La verifica di tutti gli accoppiamenti su un forcellone durava circa 60 secondi, mentre la lavorazione vera e propria solo 35: il controllo qualità era il collo di bottiglia del processo di produzione.”
Brenner e il responsabile della produzione sapevano che dovevano prima di tutto trovare la causa dei fori troppo larghi, e – successivamente – una soluzione diversa per il controllo qualità.
I problemi di materiali teneri come l’alluminio
Un attento esame del processo di produttivo ha evidenziato come il problema fosse collegato al fatto che Klingel utilizza, per la fabbricazione dei forcelloni, utensili di perforazione relativamente lunghi e, pertanto soggetti ad un elevato rischio di ovalizzazione durante la rotazione. “Abbiamo notato che, nella sede dell’utensile, i trucioli impedivano la rotazione concentrica dell’utensile di perforazione nel mandrino. Questo genere di problema è comune nella lavorazione di materiali teneri come l’alluminio”, afferma Brenner.
Entrambe le fresatrici Brother, diversamente da altri sistemi di lavorazione, non dispongono di superfici di appoggio in piano sulle quali sia possibile capire se un utensile vi si appoggia perfettamente. Il mandrino può aderire solo al cono. “È quasi impossibile accorgersi se un truciolo è presente nel cono”, aggiunge Roland Mitschele, responsabile della produzione di Klingel. Mitschele si è occupato del team di progetto dedicato alla risoluzione del problema: “Abbiamo capito di aver bisogno di una soluzione che ci garantisse con certezza che l’utensile di perforazione si inserisse sempre, durante la lavorazione, nella posizione corretta.”
Dopo aver parlato con diversi colleghi e partner, Mitschele ha individuato come possibile soluzione al problema il sistema di riconoscimento della concentricità ATC di ACCRETECH. Questo sistema opera con un sensore che – senza entrare in contatto con il pezzo – è in grado in una frazione di secondo di rilevare deviazioni improvvise nell’utensile evitando così successivi errori di lavorazione.
Klingel ha quindi contattato ACCRETECH per eseguire un’installazione di prova. “Già prima dell’installazione, un punto a favore del sistema di riconoscimento della concentricità ATC era il fatto che fosse già stato utilizzato da altri clienti con macchinari Brother”, ricorda Mitschele. “per questo ero ottimista sul fatto che l’elettronica del sistema ACCRETECH potesse integrarsi anche da noi con i nostri comandi numerici.”
Installazione, programmazione e formazione in due giorni.
L’installazione da parte di esperti ACCRETECH dell’ATC su una delle due macchine Brother ha confermato l’ottimismo di Mitschele: il montaggio di sensore e dispositivo di comando nella fresatrice è durato un giorno, più un altro giorno per l’inizializzazione dell’utensile. Questa seconda fase è stata svolta insieme agli addetti di Klingel, che in questo modo hanno potuto essere addestrati sul sistema in funzione.
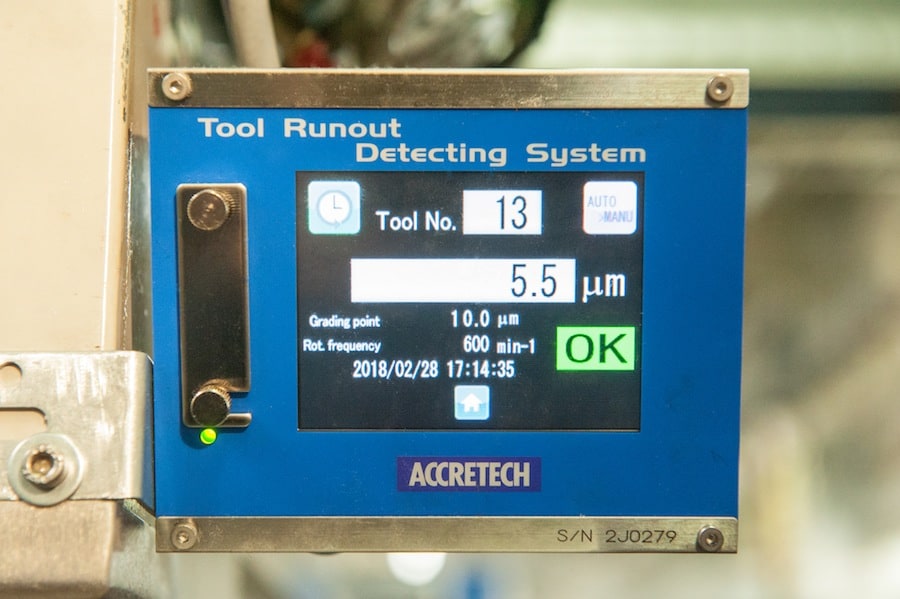
Fu subito chiaro la soluzione di Accretech avrebbe risolto una volta per tutte i problemi di qualità: il sistema misura istantaneamente la rotazione dell’utensile di perforazione e la confronta con la forma memorizzata nel controller in fase di setup iniziale (macchina pulita). I sensori di correnti parassite rilevano deviazioni della concentricità nel campo magnetico fino a 5 μm. L’affidabilità delle misurazioni di concentricità con ATC viene poi ulteriormente incrementata ricorrendo alla “misurazione” della scanalatura di aggancio del portautensile mediante un software, nonché grazie ad uno speciale metodo di oversampling. Utilizzando un algoritmo proprietario, la misurazione viene effettuata in tre decimi di secondo con un numero di giri del mandrino pari a 600-1.
Oggi entrambi i macchinari Brother sono stati dotati dell’ATC. “Il sistema di riconoscimento della concentricità ATC effettua due-tre segnalazioni al giorno quando il trapano non effettua rotazioni concentriche nel mandrino, bloccando automaticamente il macchinario. Il dipendente che opera nella produzione sa che, in presenza di trucioli volanti nel macchinario, deve intervenire”, spiega Mitschele.” Se in precedenza producevamo pezzi difettosi di cui ci accorgevamo solo in fase di controllo, oggi possiamo intervenire subito, rispettando con esattezza le disposizioni riguardanti le misure dei fori.”
Il costo dell’ATC è stato ammortizzato in tre-quattro mesi
“In precedenza non contavamo gli scarti prodotti. Oggi sappiamo molto bene che il sistema di riconoscimento della concentricità ATC si ammortizza molto rapidamente, ossia entro tre-quattro mesi” afferma con soddisfazione il sig. Brenner, dirigente aziendale. “Più importante dei vantaggi finanziari è che grazie all’ATC abbiamo una sorta di sistema di allarme nel processo produttivo che ci dà la certezza che le tolleranze indicate dal cliente siano rispettate e, quindi ci consente di eliminare reclami e resi”
Quando, insieme a Mitschele, andiamo nel reparto produzione, vediamo due tecnici dell’assistenza di ACCRETECH impegnati a rimettere in funzione il sistema di controllo della concentricità ATC. Klingel registra occasionalmente dei problemi nello scambio dei dati con il sistema di comando della fresatrice. “Sapevamo che con tali sistemi si potevano creare piccoli problemi. I software utilizzati sono infatti molto complessi”, afferma Mitschele. “La cosa positiva è che i tecnici dell’assistenza ACCRETECH sono normalmente da noi entro uno o due giorni e risolvono il problema. Siamo davvero soddisfatti della loro professionalità.”
Risorse aggiuntive
Il funzionamento del sistema di riconoscimento della concentricità ATC è spiegato in questo video: https://www.youtube.com/watch?v=_CGX-C6jxqs

Roland Mitschele di Klingel esamina il macchinario: il risultato della perforazione è corretto. I trucioli non hanno provocato ovalizzazioni sugli utensili

Il sensore del sistema di riconoscimento della concentricità ATC. Le misurazioni, in presenza di un numero di giri del mandrino pari a 600 min-1 , durano 0,3 s

Hansjörg Brenner, manager di Klingel: “Il costo dell’ATC è stato ammortizzato in tre-quattro mesi”

Sul sistema di controllo ATC, applicato alla fresatrice, sono visualizzate le difformità rispetto alla rotazione concentrica degli utensili. In caso di superamento della tolleranza impostata il processo di lavorazione viene interrotto.

Roland Mitschele (a destra) e il tecnico ACCRETECH Shinji Sato: Klingel è molto soddisfatta dell’assistenza fornita dal produttore di strumenti di misura. Il supporto è fornito entro uno-due giorni

Un dipendente della produzione mentre pulisce la fresatrice nella quale è montato il sistema di misurazione Inline ATC. Il quadrante blu in alto a sinistra è la GUI di ATC

I tecnici dell’assistenza ACCRETECH integrano il sistema di comando ATC alla Klingel nel sistema di comando della fresatrice Brother
Immagini: Accretech/Jochen Hempler
Chi è ACCRETECH
ACCRETECH nasce a Tokyo nel 1949 e oggi opera a livello mondiale in due aree commerciali: produzione di strumenti di misura industriali e realizzazione di attrezzature per la produzione di semiconduttori. ACCRETECH è presente nel mercato europeo dal 1989 e dispone oggi di una rete di vendita e assistenza capillare.