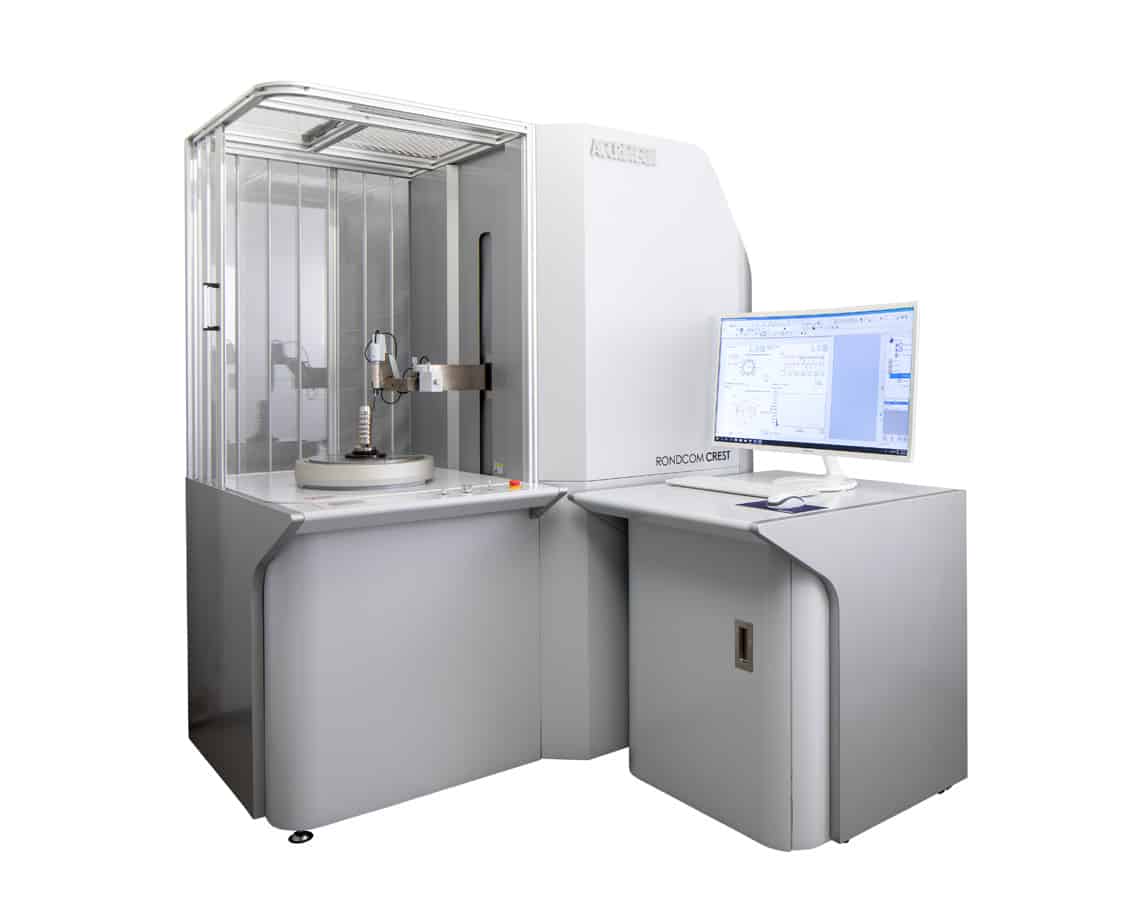
Formamérő: Ha ultrapontos teljesítményre van szükség
Az ACCRETECH vállalat RONDCOM CREST alakmérő eszköze új távlatokat nyit a kategóriáján belül a pontosságot illetően.
A kerekségmérés pontosságára vonatkozóan egyre nagyobbak a követelmények. Jó példa erre az autóipar, mely azon dolgozik, hogy tovább javítsa az üzemanyag-hatékonyságot. Így például az adagoló modulokat is egyre precízebben kell legyártani, hogy garantált legyen a gyújtás a dízelmotorok esetében. A precíziós kerekségmérések számos forgásszimmetrikus alkatrész (pl. hajtótengelyek, tengelyek, kerékagyak és féktárcsák) esetében keresettek – és nemcsak az autóiparban, hanem azon kívül is.
A termelésirányítók és kalibráló laboratóriumok egyre pontosabb méréstechnikát igényelnek
Ezért a termelésirányítók a minőségbiztosítástól olyan méréstechnikát követelnek meg, mellyel biztosítható a forgásszimmetrikus alkatrészek precíziós gyártása. A finommérés területén fellelhető alakmérő eszközök azonban egyre gyakrabban fizikai határokba ütköznek a pontosságot illetően. Ez ugyancsak érvényes az alakmérő eszközökre azokra a kalibráló laboratóriumokban, amelyek a referenciaszabványoknak való méréstechnikai megfelelőséget igazolják az alakméréshez.
Rendkívüli (0,01+3H/10 000) μm kerekségmérési pontosság
Az ACCRETECH piacra dobta az új, csúcstechnológiás RONDCOM CREST alakmérő eszközt, amely az értékeivel kategóriájában a legpontosabb kerekség- és profilmérő eszköz: (0,01+3H/10 000) μm értékű kerekségmérési pontosságot, illetve (0,02+3R/10 000) μm értékű simaságmérési pontosságot biztosít. Az előző, R65B generációs eszközökhöz képest az ACCRETECH 0,3 μm-rel javított az ismétlési pontosságon. A „Z” mérési tengelyek 0,05 µm/100 mm-es egyenesség-mérési pontosságát és a 0,001 µm-es felbontást más alakmérő eszköz ugyancsak nem érte még el a piacon. Ehhez az is hozzájárul, hogy a tapintási erő az integrált ACCTee elemzőszoftver révén a 4 és 15 mN közötti tartományon belül állítható.
Mindemellett a csúcstechnológiás mérőeszköz ellenirányú átmérőmérési funkcióval rendelkezik. Ezáltal lehetséges az átmérők rendkívül pontos, 0,3 μm-es ismétlési pontosságú mérése. Ennek fontos előfeltétele a kiegészítő, motoros Y-tengely, mely azt biztosítja, hogy automatikusan mindig a legmagasabb pontnál legyen végrehajtva a mérés.
Ezenkívül a RONDCOM CREST eszközzel első ízben végezhető opcionális, precíziós felületi érdességmérés is az összes tengellyel (R-, Z- és T-tengely) egy befogott darabon.
Új koncepció az alap és a tengelyek mechanikájához
Ezen nagyfokú pontosság eléréséhez az ACCRETECH optimalizálta a RONDCOM CREST esetében az alap és a tengelyek mechanikus szerkezetét. Ehhez egy újonnan kifejlesztett, szabadalomra benyújtott meghajtó- és terelőszerkezet került bevetésre. Mindkét mozgó tengely esetében mind a tereléshez, mind a meghajtáshoz érintés nélküli szerkezetet választottunk: Aerosztatikus csapágyak irányítják mind a kettő (R és Z) tengely mozgását. Az egyengető asztal is egy forgó légcsapágyhoz van rögzítve, amely a precíziós forgómozgást irányítja.
A légcsapágyak – a csúszócsapágyakkal ellentétben – érintés nélkül működnek, így nem okoznak kopást, ami miatt a mérőrendszer pontossága hosszú ideig változatlan marad. A légcsapágyak által előidézett rezgést az ACCRETECH ráadásul egy újonnan kifejlesztett fúvóka segítségével jelentősen csökkentette. A rezgés csökkentéséhez szükséges intézkedések mindenekelőtt a precíziós érdességmérést hivatottak biztosítani.
A két tengely meghajtásáról lineáris hajtások gondoskodnak. Az egyébként szokványos orsókkal ellentétben ezek a motorok nem okoznak sem zúgó alapzajt, sem rezgést. A zajteljesítmény az Ra-érték mérésekor 20 nm.
A munkadarab forgatása során egy érzékelő méri a felületi helyzet eltérését az erő automatikus kiigazításához a mérőkar végének hátoldalán. Ezzel az érzékelő automatikus, CNC-vezérlésű méréseket tesz lehetővé. Mindemellett nem szükséges sem érzékelőcsere, sem manuális beigazítás. Ezáltal a mérőteremben dolgozók időt takarítanak meg.