")
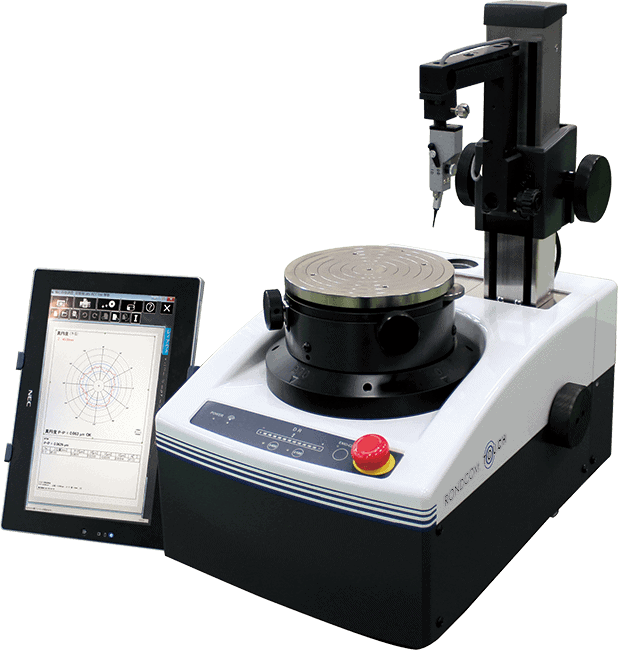
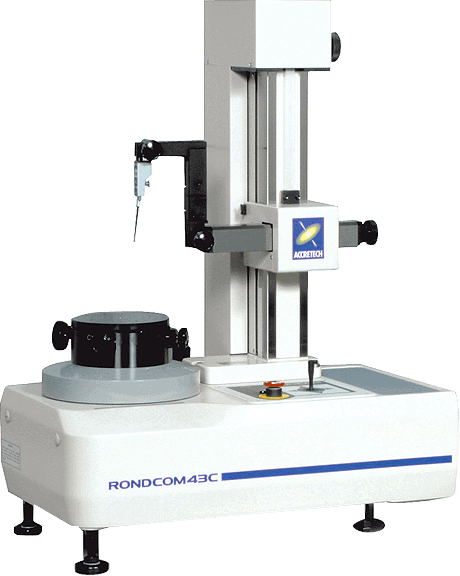
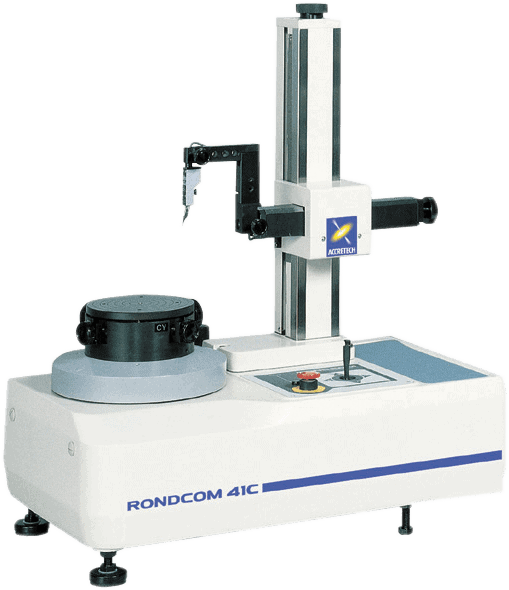
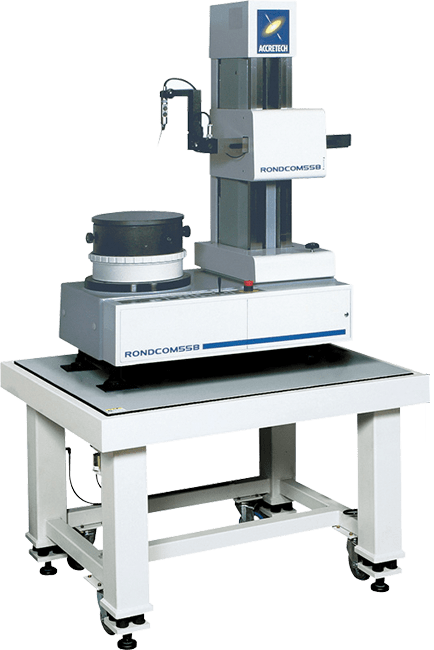
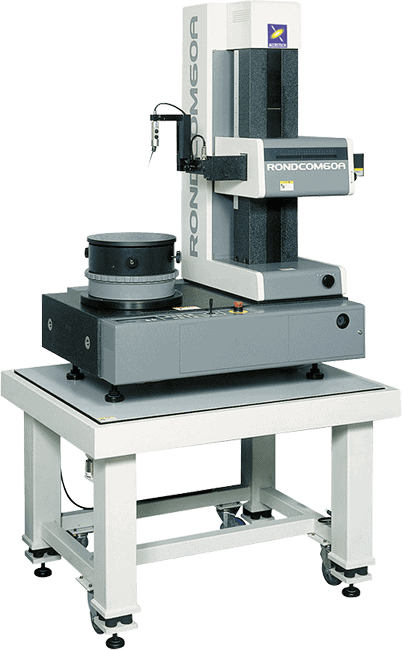
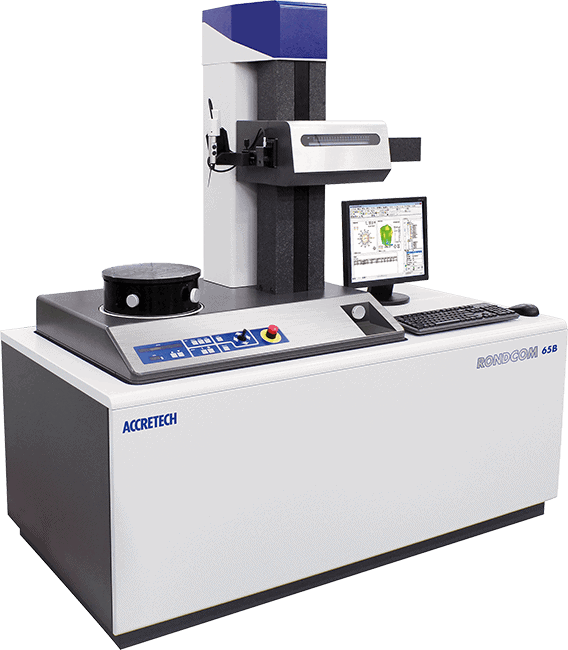
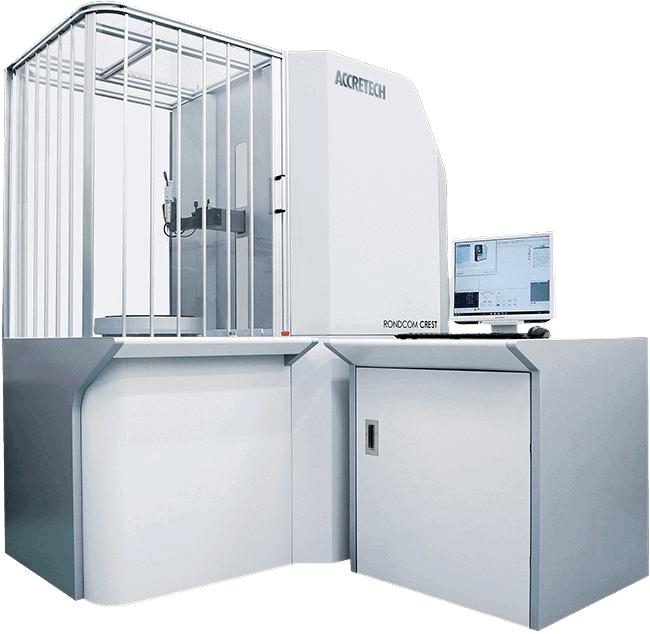
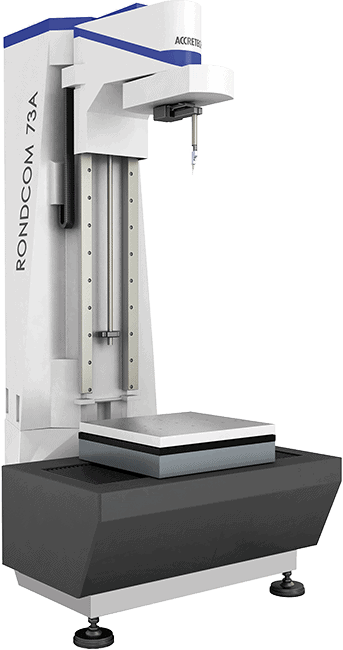
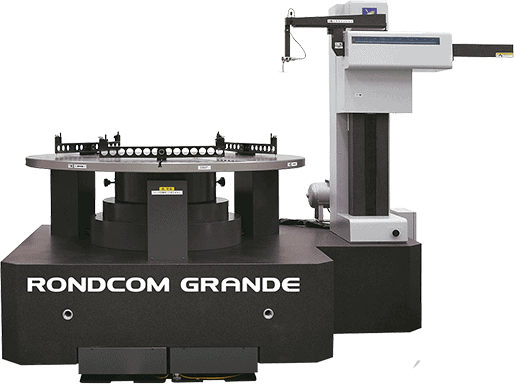
Měření tvarových odchylek
Ať už jde o kruhovitost, rovinnost, soustřednost, souosost, rovnoběžnost, kruhové obvodové házení, kolmost, válcovitost, přímost či jiné. ACCRETECH nabízí vysoce přesná řešení se snadným použitím pro každé vyhodnocení tvarové odchylky. Navíc, nabídka stylusů ACCRETECH je velmi bohatá. Stylusy dokáží měřit několik parametrů v jednom zařízení a v jednom pracovním kroku, zaberou minimum místa a šetří drahocenný čas. Platí zásada „Function follows form“, nikoli naopak.
Přehled produktů:
Měření povrchu, kontur, kruhovitosti a tvarových odchylek.